Yintoni iTrochoidal Milling
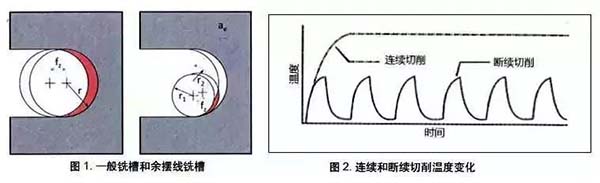
Izixhobo zokugqibela zisetyenziselwa ukwenza iinqwelomoya, iigrooves kunye nemigangatho entsonkothileyo. Ukwahluke ekujikeni, ekuqhutyweni kwee-grooves kunye neendawo ezinzima zala macandelo, ukuyila kwendlela kunye nokukhethwa kokugaya kubaluleke kakhulu. Njengendlela eqhelekileyo yokugaya i-slot, i-angle yokudibanisa i-arc yokucutshungulwa kwangaxeshanye inokufikelela kubuninzi be-180 °, imeko yokutshatyalaliswa kobushushu imbi, kwaye ubushushu buphakama ngokukhawuleza ngexesha lokucubungula. Nangona kunjalo, ukuba indlela yokusika itshintshiwe ukwenzela ukuba i-cutter yokugaya ijikeleze kwelinye icala kwaye ijikeleze kwelinye, i-angle yoqhagamshelwano kunye nesixa sokusika kwi-revolution nganye iyancitshiswa, amandla okusika kunye nokushisa okusika kuyancitshiswa, kwaye ubomi besixhobo buhlala ixesha elide. . Ngaloo ndlela, ukusika kunokuqhutyelwa ixesha elide, njenge (Umfanekiso 1) ubizwa ngokuba yi-trochoidal milling.
Inzuzo yayo kukuba iyanciphisa ubunzima bokusika kwaye iqinisekisa umgangatho wokucubungula. Ukukhethwa ngokufanelekileyo kweeparitha zokusika kunokuphucula ukusebenza kakuhle kunye nokunciphisa iindleko, ngakumbi xa kusetyenzwa nzima-kumatshini izinto ezifana ne-alloys ukumelana nobushushu kunye nezixhobo eziphezulu ezinzima, inokudlala indima yayo kakhulu, kwaye Inamandla amakhulu okuphuhlisa, anokuthi isizathu sokuba ishishini lihlawule ngakumbi kwaye likhethe indlela yokugaya i-trochoidal.
 Iinzuzo zobugcisa
Iinzuzo zobugcisa
I-cycloid ikwabizwa ngokuba yi-trochoid kunye ne-epicycloid eyandisiweyo, oko kukuthi, i-trajectory yenqaku ngaphandle okanye ngaphakathi kwesangqa esishukumayo xa isangqa esishukumayo sandisa umgca othile othe ngqo wokuqengqeleka ngaphandle kokutyibilika. Isenokubizwa ngokuba yi-cycloid ende (mfutshane). Ukucutshungulwa kwe-Trochoidal kukusebenzisa i-end Mill kunye ne-diameter encinci kunobubanzi be-groove ukucubungula i-half-arc groove kwindawo encinci ye-arc kwicala layo. Iyakwazi ukucubungula iigrooves ezahlukeneyo kunye nemingxuma engaphezulu. Ngale ndlela, kwithiyori, isiphelo sokusila sinokwenza i-grooves kunye neeprofayili zayo nayiphi na isayizi enkulu kunayo, kwaye inokuqhuba uthotho lweemveliso ngokulula.
Ngophuhliso kunye nokusetyenziswa kobuchwephesha bolawulo lwamanani ekhompyuter, indlela yokusila elawulekayo, ukwenziwa ngcono kweeparamitha zokusika, kunye nesakhono esinamacala amaninzi sokusila itrochoidal iyasetyenziswa kwaye ifakwa ekudlalweni ngakumbi nangakumbi. Kwaye iqwalaselwe kwaye yaxatyiswa ngamashishini okulungisa amacandelo afana ne-aerospace, izixhobo zothutho kunye nezixhobo kunye nokuveliswa kokungunda. Ngokukodwa kwishishini le-aerospace, i-titanium alloy esetyenziswa ngokuqhelekileyo kunye ne-nickel-based based heat-resistant alloy parts zineempawu ezininzi ezinzima zokwenza, kuquka:
Amandla aphezulu e-thermal kunye nobunzima kwenza kube nzima ukuba isixhobo sokusika sithwale okanye sidilize;
Amandla aphezulu okucheba enza ukuba i-blade ibe lula ukonakalisa;
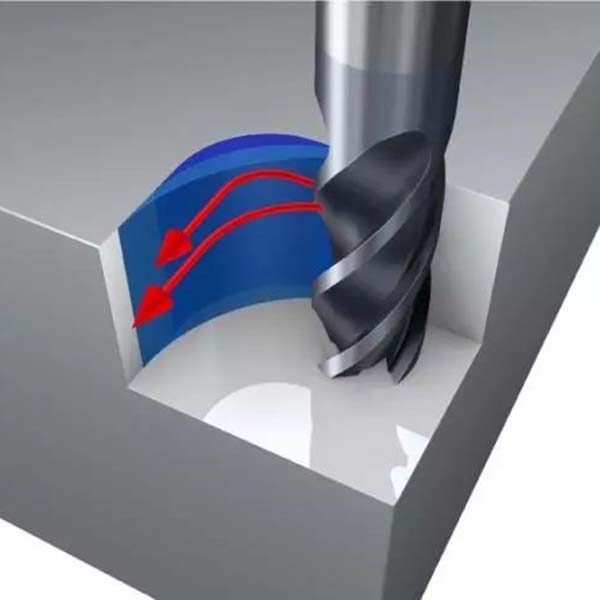
Ukuhanjiswa kwe-thermal ephantsi kwenza kube nzima ukuba ukushisa okuphezulu kuthunyelwe ngaphandle kwindawo yokusika, apho iqondo lokushisa lihlala lidlula i-1000ºC, nto leyo eyenza kube nzima ukunxiba izixhobo;
Ngethuba lokucutshungulwa, izinto eziphathekayo zihlala zifakwe kwi-blade, okubangelwa umgca owakhiweyo. Umgangatho ophantsi owenziwe ngoomatshini;
Umsebenzi onzima wezinto ze-nickel-based based heat-alloy alloy kunye ne-austenite matrix inzulu;
I-carbides kwi-microstructure ye-nickel-based based heat-resistant alloys iya kubangela i-abrasive wear of the tool;
I-Titanium alloys inomsebenzi ophezulu weekhemikhali, kwaye ukuphendula kweekhemikhali kunokunyusa umonakalo kunye nokunye.
Obu bunzima bunokusetyenzwa ngokuqhubekayo nangokutyibilikayo ngoncedo lwetekhnoloji yokugaya i-trochoidal.
Ngenxa yokulungiswa okuqhubekayo kwezixhobo zesixhobo, iingubo, iimilo zejometri, kunye nezakhiwo, inkqubela phambili ekhawulezayo yeenkqubo zokulawula ezihlakaniphile, iteknoloji yeprogram, kunye ne-high-speed, i-high-effective high-effective multifunctional machine tools, high-speed (HSC) kunye nokusebenza kakuhle. (HPC) ukusika kuye kwafikelela kwinqanaba. ukuphakama okutsha. Isantya esiphezulu somatshini siqwalasela ikakhulu ukuphuculwa kwesantya. Ukusetyenziswa kobuchule obuphezulu akufanele kuqwalaselwe kuphela ukuphuculwa kwesantya sokusika, kodwa kwakhona kuqwalaselwe ukunciphisa ixesha elincedisayo, ukulungelelanisa ngokufanelekileyo iiparitha ezahlukeneyo zokusika kunye neendlela zokusika, kunye nokwenza umatshini odibeneyo ukunciphisa iinkqubo, ukuphucula izinga lokususa isinyithi ngexesha leyunithi nganye, kwaye kwangaxeshanye ukwandisa ubomi besixhobo kunye nokunciphisa Iindleko, qwalasela ukhuseleko lokusingqongileyo.
ithemba letekhnoloji
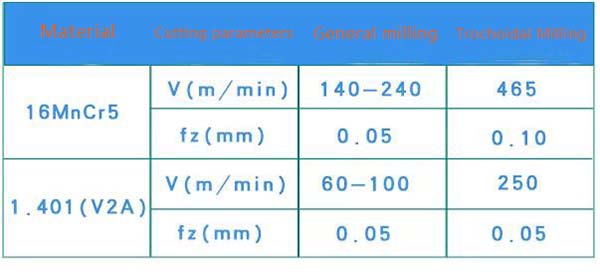
Ngokutsho kwedatha yesicelo se-trochoidal milling kwii-aero-injini (njengoko kuboniswe kwitheyibhile engezantsi), xa kusetyenzwa i-titanium alloy Ti6242, iindleko zokusika izixhobo ngeyunithi yeyunithi zingancitshiswa phantse ngama-50%. Iiyure zomntu zingancitshiswa nge-63%, imfuno epheleleyo yezixhobo ingancitshiswa nge-72%, kwaye iindleko zesixhobo zingancitshiswa nge-61%. Iiyure zokusebenza zokusetyenzwa kwe-X17CrNi16-2 zinokuncitshiswa malunga ne-70%. Ngenxa yala mava alungileyo kunye nempumelelo, indlela yokungqusha yetrochoidal ephucukileyo iye yasetyenziswa kwiindawo ezininzi nangakumbi, kwaye iye yafumana ingqwalasela yaze yaqaliswa ukusetyenziswa kwezinye iindawo zomatshini wokwenza izinto ngendlela echanekileyo.
Ixesha lokuposa: Feb-22-2023


